


 全景工厂
全景工厂






微信客服
微信公众号

抖音视频
2025-04-21 13:36:51
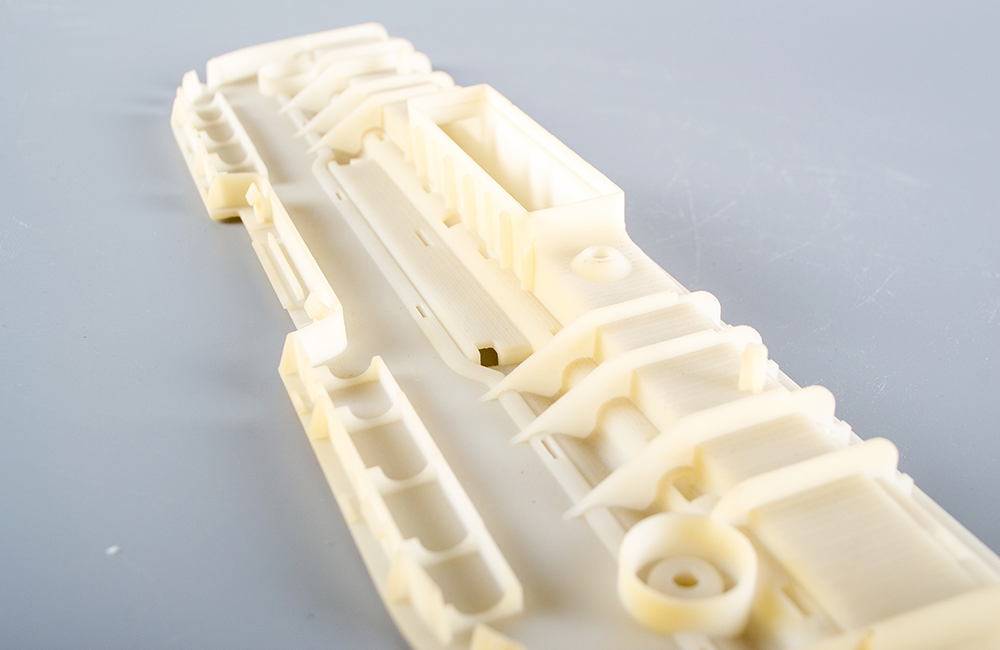
3D打印SLS(选择性激光烧结)技术和SLM(选择性激光熔融)技术存在多方面区别,具体如下:
SLS技术:利用红外激光在高温下烧结粉末材料,使粉末颗粒之间形成粘结,但粉末并未完全熔化。通过逐层烧结堆积,最终形成三维零件。
SLM技术:使用高功率密度激光器,将金属粉末完全熔化,然后冷却凝固成型,同样是逐层堆积的过程。
SLS技术:一般应用波长较长(9.2 - 10.8微米)的CO₂激光器。
SLM技术:通常使用Nd - YAG激光器(1.064微米)和光纤激光器(1.09微米)等波长较短的激光束,因为这些激光束能更好地被金属吸收,实现粉末的完全熔化。
SLS技术:可使用的材料种类广泛,包括尼龙、聚苯乙烯等聚合物,铁、钛、合金等金属、陶瓷、覆膜砂等。不过,当用于金属打印时,除了主体金属粉末外还需要添加一定比例的粘结剂粉末,粘结剂粉末一般为熔点较低的金属粉末或是有机树脂等。
SLM技术:主要使用纯金属粉末,如铝合金、钛合金、不锈钢、钴铬合金等,能够直接制造出高性能的金属零件。
SLS技术:成型的零件存在一定的孔隙率,力学性能相对较差,强度较低,表面粗糙度高,一般需要经过后处理才能达到较高的强度。例如,SLS成型的金属零件可能需要进行热等静压等后处理来提高致密度和性能。
SLM技术:由于金属粉末是完全熔化后冷却凝固,零件的内部结构致密,无气孔、夹杂等缺陷,具有良好的力学性能、耐腐蚀性和耐磨性,精度也较高。
SLS技术:在打印过程中,未烧结的粉末可以对模型的空腔和悬臂部分起到支撑作用,一般不需要额外设计支撑结构。
SLM技术:对于一些复杂结构,可能需要打印支撑材料来保持其稳定性,以防止在打印过程中发生变形或坍塌。
SLS技术:打印出的零件表面可能存在颗粒感以及成型层纹,相对粗糙,通常需要后续的表面处理步骤,如抛光、砂喷或涂层来提高零件的外观质量。
SLM技术:虽然打印完成后零件表面也可能较为粗糙,但相比SLS技术,其表面质量还是较好一些,不过同样可能需要进行一定的表面处理来满足更高的要求。
SLS技术:广泛应用于原型设计、模具制造、医疗领域(如定制假体、外骨骼支持系统等)、消费品制造等。在金属材料的应用上,由于零件性能的限制,主要用于一些对力学性能要求不特别高的场景,如航空航天领域中的一些非关键部件、汽车内饰件等。
SLM技术:主要应用于对零件性能和精度要求较高的领域,如航空航天领域的发动机部件、涡轮叶片等,医疗领域的骨科和牙科植入物,模具制造中的复杂流道模具,以及汽车工业中的轻量化零部件等。