


 全景工厂
全景工厂






微信客服
微信公众号

抖音视频
2025-09-03 15:42:08
压铸和冲压是两种不同的金属加工工艺,以下是两者的核心差异及特点:
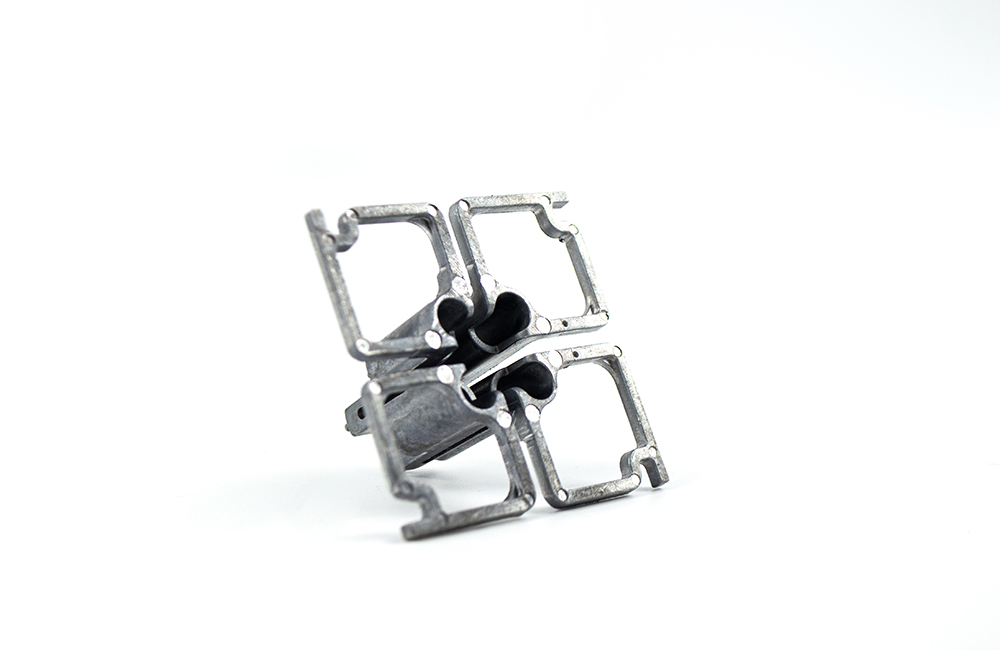
压铸本质:属于金属铸造范畴,通过将熔融金属(如铝、锌、铜及其合金)注入模具型腔,并在高压下使其冷却凝固成型。关键步骤:涉及合金熔化、浇注、高压充型、冷却固化及脱模等环节,需精准控制温度与压力参数。
冲压本质:属于塑性加工(压力加工),利用压力机和模具对板材施加外力,使材料发生塑性变形或分离,形成特定形状的工件。关键步骤:包括落料、冲孔、弯曲、拉伸等工序,通常需多道次组合完成复杂零件。
压铸适用材料:以非铁金属及其合金为主,如锌、铜、铝、镁、铅、锡等,因其液态流动性好,适合精密铸造。
冲压适用材料:更广泛,涵盖铁皮、不锈钢板、铜皮等板材或带材,以及部分非金属材料。
压铸件优势:可制造结构复杂的零件,内部组织致密(类似锻态),表面光洁度高,尺寸精度高,抗拉强度较好。局限:因工艺特性,零件通常不含铁元素。
冲压件优势:具有薄、匀、轻、强的特点,可设计加强筋或翻边提升刚性;尺寸与形状精度高,表面质量稳定。局限:易出现破裂问题,对高强度加工工艺要求较高。
压铸特点:适合大批量生产,模具寿命长,单件成本随产量增加显著降低。缺点:设备与模具初期投入高,生产过程中会产生噪音和污染,需环保治理。
冲压特点:生产效率高,易实现机械化/自动化,材料利用率较高,单件成本较低。缺点:复杂零件需多套模具,可能增加成本和工期。
压铸典型场景:用于制造形状复杂、强度高的零件,如汽车零部件、电子产品外壳等。
冲压典型场景:广泛用于汽车车身、家电面板、航空航天部件等,日常生活中常见于自行车、手表、电器等产品。
总的来说,若需复杂结构、高精度且不介意初始投资,优选压铸;若追求效率、低成本及简单结构,倾向冲压。实际生产中,部分企业会结合两种工艺优势互补。