


 全景工厂
全景工厂






微信客服
微信公众号

抖音视频
2025-09-22 15:54:13
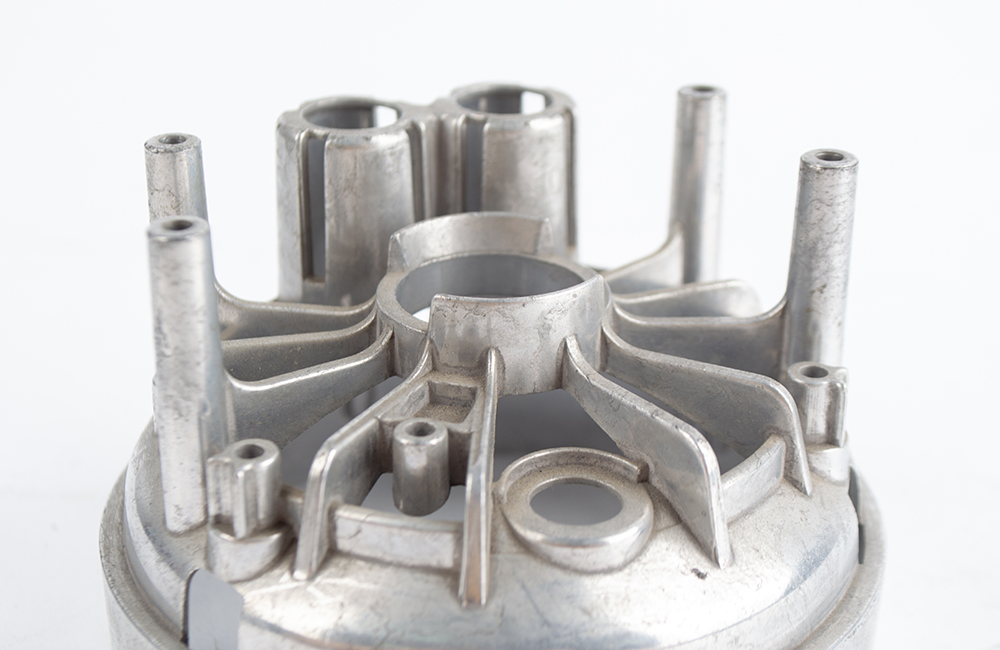
压铸铝的缩水率并非固定不变,而是受合金成分、模具设计、工艺参数及铸件结构等多因素影响。以下是详细信息:
通用范围基础区间:多数资料表明,铝合金压铸的缩水率通常为 0.5%~1%。这一范围适用于常规条件下的典型压铸场景。扩展区间:若考虑复杂结构和特殊合金,部分情况下可达到 1.5%~5%。此范围主要针对高复杂度零件或含高比例合金元素的铝合金。
影响因素合金成分:添加的合金元素越多(如铜、镁等),缩水率越大。例如,某些特种合金可能接近上限值。铸件结构:形状复杂的零件因冷却不均易产生更大收缩。模具设计与材料:模具材料的热膨胀系数越小,缩水率越低;合理的冷却系统可有效控制收缩。工艺参数:压射压力、保压时间、模具温度等直接影响最终收缩率。
典型示例A380铝合金:一种常用压铸铝材,其收缩率约为 0.55%,体现了特定合金的特性。
实际应用建议试验验证:由于理论范围较宽,实际生产中需通过试模测试确定精确缩水率。模具补偿设计:设计师会根据经验公式放大模具尺寸,抵消收缩带来的尺寸偏差。
综上所述,压铸铝的缩水率是一个动态参数,需结合材料特性、工艺条件和产品设计综合判断。对于高精度要求的产品,建议通过实际压铸试验获取具体数据。