


 全景工厂
全景工厂






微信客服
微信公众号

抖音视频
2025-11-05 15:27:17
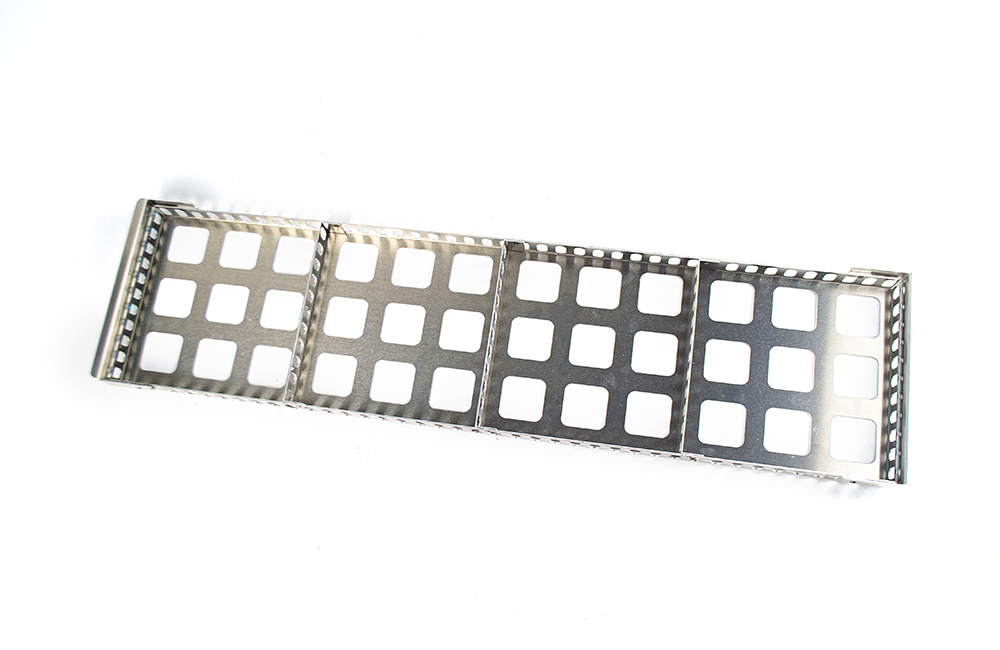
精密钣金是传统钣金加工的高精度升级形态,核心是通过严格的公差控制、精细的工艺优化和全流程质量管控,将金属板材(如不锈钢、铝合金、冷轧钢等)加工成尺寸精度高(公差≤±0.1mm)、表面质量好(粗糙度 Ra≤1.6μm)、结构稳定性强的零部件,广泛应用于电子设备、医疗器械、航空航天等对精度和可靠性要求严苛的领域。
尺寸与形位精度高
线性公差:常规精密件控制在 ±0.05~±0.1mm,超高精密件可达到≤±0.03mm,比如医疗设备的定位孔、航空部件的装配接口,需精准匹配才能保证功能正常。
形位公差:平面度≤0.1mm/m、垂直度≤0.05mm/m、平行度≤0.08mm/m,避免因形位偏差导致装配卡顿或设备运行故障。
表面质量严苛
无肉眼可见划痕、毛刺(毛刺高度≤0.03mm),表面粗糙度普遍要求 Ra≤1.6μm,精密装配面(如密封件接触的钣金面)甚至需达到 Ra≤0.8μm,确保贴合紧密、无泄漏。
表面处理均匀,比如阳极氧化膜厚偏差≤1μm、电镀层厚度公差≤0.5μm,无局部脱落或色差,兼顾防护性与美观性。
结构稳定性强
加工后残留应力低,会通过振动时效、低温回火等工艺消除,长期使用中尺寸漂移≤0.02mm,能适配 - 40~85℃的宽温工作环境,避免温度变化导致结构变形。
连接部位(焊接、铆接)强度达标,比如焊接处抗拉强度≥母材的 90%,无裂纹、虚焊等缺陷,保证长期使用中的结构可靠性。
结构优化:避免复杂深腔(深度≤5 倍板厚)、窄缝(宽度≥1.5 倍板厚),减少加工干涉;折弯处预留工艺槽(槽宽≥2 倍板厚、槽深≥板厚 + 折弯半径),防止折弯时材料挤压起皱。
公差标注:关键尺寸(如装配基准、孔位)明确标注公差,不使用 “自由公差”;多组件配合的部位,需标注形位公差(如同轴度、位置度),避免配合间隙偏差。
展开计算:用 SolidWorks、AutoCAD 等专业软件,结合材料 K 因子(软材料 K=0.3~0.4,硬材料 K=0.4~0.5)自动计算展开长度,避免手动计算导致的尺寸误差。
下料:优先用光纤激光切割(精度 ±0.03~±0.08mm),切割面光滑无毛刺;批量简单形状用数控冲裁,模具间隙需≤0.02mm,确保边缘无塌边、无变形。
折弯:用高精度数控折弯机(重复定位精度≤0.01mm),搭配专用模具(如不锈钢用 88° 模补偿回弹);厚板(板厚≥3mm)分多次折弯(每次变形量≤5%),减少回弹导致的角度偏差。
连接:焊接用氩弧焊(TIG)或激光焊接(热影响区≤0.1mm),预留 0.1~0.3mm 焊接间隙保证焊料填充均匀;铆接用精密铆钉(公差 ±0.02mm)和数控铆接机,确保铆接后垂直度≤0.05mm。
表面处理:阳极氧化(膜厚 5~10μm,不影响尺寸精度)、电镀(镀层 3~8μm,需提前预留镀层厚度公差)、不锈钢钝化(无厚度增加,恢复耐腐蚀性),处理后需彻底清洗烘干,避免残留药剂影响精度。
检测设备:用三坐标测量仪(精度≤0.005mm)检测复杂形位公差,投影仪检测二维轮廓精度,粗糙度仪检测表面质量,拉力试验机验证连接部位强度。
检测节点:下料后每批次抽检≥5 件,验证尺寸与切割面质量;折弯后全检角度与形位公差;成品出厂前出具完整检测报告,包含尺寸、形位、表面质量等关键数据。
电子设备领域:服务器机柜的导轨(公差 ±0.05mm,保证服务器顺畅插拔)、精密仪器的防水外壳(密封面 Ra≤1.6μm,防止进水短路)。
医疗器械领域:手术器械支架(316L 不锈钢,公差 ±0.03mm,无毛刺避免划伤组织)、诊断设备的载物台(平面度≤0.05mm/m,保证检测数据精准)。
航空航天领域:无人机机身结构件(7075 铝合金,公差≤±0.02mm,兼顾轻量化与高强度)、卫星设备的电磁屏蔽罩(不锈钢,形位公差≤0.03mm,确保屏蔽效果)。
汽车电子领域:车载雷达的安装支架(铝合金 6061,公差 ±0.08mm,适配雷达定位需求)、新能源汽车电池包壳体(密封面间隙≤0.1mm,防漏水漏液)。
精度标准:精密钣金尺寸公差≤±0.1mm,表面粗糙度 Ra≤1.6μm;普通钣金公差多为 ±0.2~±0.5mm,粗糙度 Ra3.2~6.3μm,仅满足基础装配需求。
设备与工艺:精密钣金用光纤激光切割机、高精度折弯机、三坐标测量仪,需分序加工、首件全检、消除应力;普通钣金用常规激光机、手动折弯机、卡尺抽检,无精细工艺控制。
应用场景:精密钣金服务电子、医疗、航空等高端领域,普通钣金多用于家具、普通机柜、装饰件等对精度要求低的场景。
简单来说,精密钣金的核心是 “用更高的精度标准、更精细的工艺手段,满足普通钣金无法达到的严苛需求”,是高端制造业中不可或缺的关键零部件加工方式。