


 全景工厂
全景工厂






微信客服
微信公众号

抖音视频
2025-11-06 15:56:18
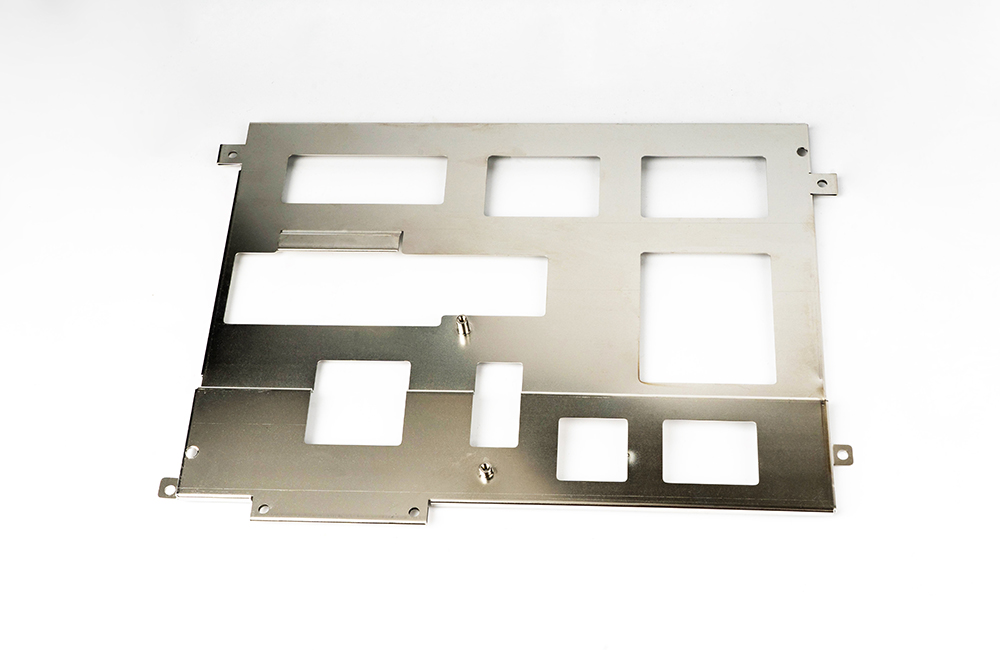
精密小钣金加工的核心是 “微尺寸高精度控制 + 轻量化结构适配”,针对尺寸≤500mm、板厚 0.2~3mm 的小型钣金件(如仪器支架、微型外壳、精密卡扣),需通过精细工艺设计、专用设备和严格检测,实现公差 ±0.03~±0.1mm、毛刺≤0.02mm 的加工标准,以下是从设计到交付的完整方案:
尺寸范围:单边长≤500mm,板厚 0.2~3mm(薄至 0.1mm 需特殊工艺),整体重量≤500g。
精度要求:线性公差 ±0.03~±0.1mm,孔位公差 ±0.02~±0.05mm,平面度≤0.05mm/m,垂直度≤0.03mm/m。
结构特点:多为复杂小型结构(如微型卡扣、细窄槽、密集小孔),需兼顾强度与轻量化。
电子设备:微型传感器外壳、耳机支架、无人机小零件(公差 ±0.05mm)。
医疗器械:手术器械微型支架、诊断设备载物台配件(316L 不锈钢,无毛刺)。
精密仪器:仪表内部固定件、镜头座连接片(平面度≤0.03mm/m)。
结构设计规范:
避免细窄结构:窄槽宽度≥1.2 倍板厚(t=0.5mm 时,槽宽≥0.6mm),细长条结构(如连接杆)宽度≥3mm,防止加工变形或断裂。
孔位设计:孔径≥0.8mm(板厚≤1mm),孔边距≥1.5 倍板厚(避免孔壁坍塌),密集孔间距≥2mm(减少加工应力叠加)。
折弯优化:折弯半径≥0.3mm(薄料),翻边高度≥1.5mm + 折弯半径(避免翻边过短起皱),复杂折弯(如几字型)预留 0.1mm 工艺间隙。
公差标注:关键尺寸(如装配卡扣、定位孔)明确标注公差,避免自由公差;形位公差重点标注平面度、垂直度(适配精密装配)。
工艺选择:
激光切割(首选):用光纤激光切割机(功率 1000~3000W),精度 ±0.02~±0.05mm,适合复杂轮廓、密集小孔加工,切割面光滑(Ra≤1.6μm)。
数控冲裁:适合批量简单形状(如圆孔、矩形),模具间隙≤0.01mm,避免薄料冲裁变形。
水刀切割:适合厚板(t≥2mm)或脆性材料,无热变形,精度 ±0.03~±0.08mm。
关键控制:下料后用精密去毛刺机处理边缘(毛刺≤0.02mm),薄料(t≤0.5mm)需用真空吸盘固定,避免夹伤。
设备选择:高精度微型数控折弯机(折弯力≤50 吨,重复定位精度≤0.01mm),搭配细窄模具(下模 V 槽宽度 = 4~6 倍板厚)。
工艺要点:
折弯顺序:先折小边后折大边,对称折弯(避免单边应力导致变形),薄料折弯时用橡胶夹具衬垫(防止压伤)。
回弹补偿:薄不锈钢、硬铝等材料,折弯角度按 88°~89° 设置(补偿回弹),批量生产前需试折校准。
微小翻边:翻边高度 1~3mm 时,用专用小折弯模,单次折弯成型(避免多次折弯累积误差)。
焊接:用激光点焊或微氩弧焊(电流 5~15A),焊点直径≤1mm,焊接间隙 0.05~0.1mm,避免热变形(热影响区≤0.3mm)。
铆接:用微型压铆螺母 / 铆钉(规格 M1.6~M3),压铆后垂直度≤0.03mm,孔径与铆钉间隙 0.02~0.05mm。
卡扣连接:设计一体式卡扣(厚度≥0.8mm),卡扣与卡槽间隙 0.05~0.1mm,保证装配顺畅且不松动。
酸洗钝化(不锈钢):无厚度增加,保持尺寸精度,提升耐腐蚀性。
阳极氧化(铝合金):膜厚 3~5μm(常规工艺的 1/2),避免膜厚过厚影响装配。
喷砂 / 拉丝:用细砂(200~400 目)轻喷砂,表面粗糙度 Ra1.6~3.2μm,避免过度打磨导致薄料变形。
检测设备:用二次元投影仪(检测二维尺寸,精度 0.001mm)、三坐标测量仪(检测形位公差)、粗糙度仪(检测表面质量)、显微镜(检查毛刺和微小结构)。
检测节点:下料后全检关键尺寸,折弯后抽检角度和形位公差,成品 100% 检测(尤其装配面和定位孔),出具检测报告。
不锈钢(304/316L):
适配场景:医疗、耐腐蚀需求的小零件(如微型支架),板厚 0.3~3mm。
加工要点:激光切割用氮气保护(防氧化),折弯回弹大需多补偿 0.5°~1°,焊接后必须酸洗钝化。
铝合金(6061/5052):
适配场景:轻量化需求的电子配件(如传感器外壳),板厚 0.2~2mm。
加工要点:易粘刀,切割速度比钢低 10%,折弯后可低温回火(150℃)消除应力。
冷轧钢(SPCC):
适配场景:低成本、无腐蚀需求的内部零件,板厚 0.3~3mm。
加工要点:易生锈,加工后需及时表面处理(喷漆、镀锌),薄料折弯不易回弹。
黄铜 / 紫铜:
适配场景:导电、装饰性小零件,板厚 0.5~2mm。
加工要点:切割面易氧化,需及时清洁,焊接用银钎焊(减少热变形)。
薄料下料变形(t≤0.5mm)原因:切割热量集中、夹装力过大。解决:降低激光切割功率(50~80%)、提高速度(15~20mm/s),用真空吸盘 + 软质衬垫装夹,下料后校平(平面度≤0.05mm/m)。
微小孔加工偏差(孔径≤1mm)原因:刀具跳动、切割焦点偏移。解决:激光切割焦点校准(偏差≤0.01mm),选用细直径专用钻头(硬质合金材质),钻孔时降低进给速度(5~10mm/min)。
折弯后尺寸漂移(微小翻边)原因:残留应力、回弹补偿不足。解决:折弯后用夹具固定冷却 20 分钟,试折后调整折弯角度(如实际折弯 87°,回弹至 89°),批量生产前做首件尺寸校准。
焊接后微小变形原因:焊接热量集中、焊接顺序不合理。解决:采用分段点焊(每点间隔 5~10mm),对称焊接,焊接后用微型虎钳夹紧冷却,必要时用砂纸轻微打磨校正。
设备适配:必须用微型化高精度设备(如微型折弯机、小功率激光切割机),避免大设备加工小零件导致的精度浪费和夹装困难。
夹装保护:薄料、软质材料(如铝、铜)加工时,全程用软质衬垫(橡胶、铜片),避免夹伤、划伤表面。
批量控制:小钣金批量生产时,用专用工装夹具定位,减少装夹误差,每批次抽检≥10 件,确保尺寸一致性。
运输存储:成品用防静电托盘或独立包装袋包装,避免碰撞变形;不锈钢件避免与碳钢接触(防止生锈),存储在干燥环境。
精密小钣金加工的核心是 “小尺寸适配 + 高精度贯穿”,从设计阶段的结构优化,到加工阶段的设备与工艺匹配,再到检测阶段的微观尺寸验证,每个环节都需针对性调整,才能满足微型精密部件的装配需求。