


 全景工厂
全景工厂






微信客服
微信公众号

抖音视频
2025-12-11 15:44:38
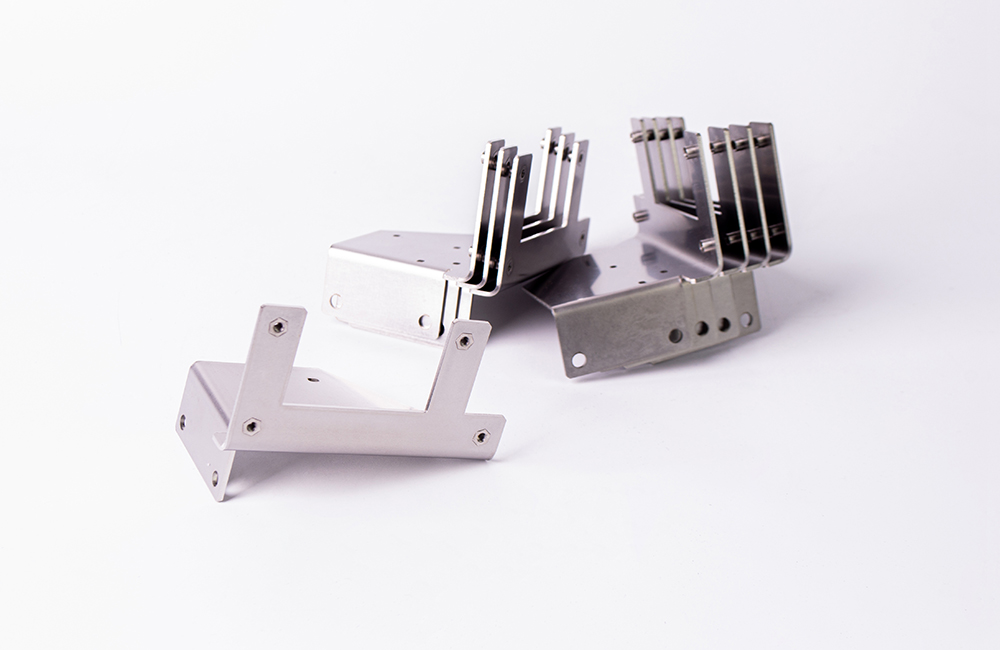
钣金互锁是通过钣金件自身的折弯、冲压等结构设计,实现无需螺栓、铆钉等紧固件的 “卡扣式拼接固定”,核心原理是利用钣金的弹性形变与机械咬合,让两个或多个钣金件形成可拆卸或不可拆卸的稳固连接,兼具装配便捷性、结构轻量化与外观整洁性,广泛应用于机箱机柜、设备外壳、家电面板、汽车内饰等场景,尤其适配需要快速组装、无外露紧固件的钣金产品。
钣金互锁的核心价值体现在三个方面:一是装配效率高,无需额外工具,手工即可完成拼接,批量生产时可大幅节省组装时间;二是结构简洁,无外露螺栓、焊点,外观平整美观,同时减少零部件数量,降低成本;三是可设计为可拆卸结构,方便后期维修更换,或不可拆卸结构(拼接后需破坏才能分离),提升连接可靠性。
常见的钣金互锁结构类型及设计要点如下:
钩型互锁(最常用):在其中一个钣金件的边缘折弯出 “L 型钩爪”(钩爪高度 3-5mm,厚度与钣金一致,钩爪末端做圆角 R=0.5-1mm,避免划伤配合件),另一个钣金件对应位置冲压或折弯出 “卡槽”(卡槽宽度 = 钣金厚度 + 0.1-0.2mm,深度 = 钩爪高度 + 1mm,确保钩爪完全卡入)。装配时通过钣金的弹性形变,将钩爪推入卡槽,钩爪末端的卡扣与卡槽边缘咬合,实现固定。适配场景:机箱侧板与框架、家电外壳拼接,通常设计 2-4 组对称分布,确保受力均匀,可搭配定位销提升对齐精度。
折边互锁(增强密封性):两个钣金件的边缘分别折弯出相互贴合的折边,其中一个折边设计 “凸点”(直径 1-2mm,高度 0.5-1mm,间距 50-100mm),另一个折边对应位置设计 “凹孔” 或 “压槽”,拼接时凸点嵌入凹孔,形成机械咬合。折边通常设计为 90° 或 180°,180° 折边(内卷边)可提升密封性,阻挡灰尘、水汽进入。适配场景:防水箱体、设备护罩,折边宽度≥8mm,确保连接强度,凸点与凹孔的配合间隙≤0.1mm,避免松动。
插片式互锁(适配长条形钣金):将一个钣金件的边缘折弯成 “U 型插片”(插片长度 10-20mm,宽度 5-8mm,壁厚与钣金一致),另一个钣金件对应位置冲压出 “插槽”(插槽尺寸 = 插片尺寸 + 0.1mm,插槽边缘做倒角 45°,便于插片导入),插片插入插槽后,通过折弯插片末端的小舌片(高度 2-3mm),或在插槽边缘冲压压痕,限制插片脱出。适配场景:长条形钣金拼接(如货架横梁、设备导轨),插片间距≤200mm,确保整体连接刚度。
榫卯式互锁(高强度连接):模仿木工榫卯结构,一个钣金件设计 “凸榫”(凸榫宽度 5-10mm,高度 3-5mm,与钣金一体折弯成型),另一个钣金件设计 “凹槽”(凹槽尺寸 = 凸榫尺寸 + 0.05-0.1mm),拼接时凸榫沿凹槽推入,末端通过钣金的弹性形变卡紧,或设计止挡结构(如凹槽末端的凸起),防止凸榫脱出。适配场景:重型设备框架、机箱立柱拼接,凸榫与凹槽的配合面需打磨光滑,确保推入顺畅,同时保证足够的接触面积(≥50mm²),提升承重能力。
钣金互锁的设计关键在于 “弹性适配与强度平衡”,需注意以下细节:
材料与厚度适配:互锁结构依赖钣金的弹性形变,材质优先选择塑性好、弹性适中的材料(如 Q235 碳钢、304 不锈钢、6061 铝合金),钣金厚度推荐 1-3mm(过薄易变形失效,过厚弹性不足,拼接困难)。厚度≥4mm 的厚板钣金,需在互锁结构处开设工艺槽(宽度 = 钣金厚度,深度 = 互锁高度 - 2mm),减少折弯应力,便于拼接。
间隙控制:互锁结构的配合间隙是关键,过大易松动,过小拼接困难。通常配合间隙控制在 0.05-0.2mm,根据材质调整:不锈钢硬度高,间隙可略大(0.1-0.2mm);铝合金塑性好,间隙可略小(0.05-0.1mm)。
强度强化:单个互锁结构的承载能力有限,需根据钣金件的重量和受力情况,合理布置互锁点数量和间距。一般情况下,小型钣金件(尺寸≤500mm)布置 2-4 组互锁结构,大型钣金件(尺寸≥1m)布置 4-8 组,间距≤150mm,同时可在互锁结构附近增加加强筋(高度 5-8mm),提升局部刚度。
加工精度:互锁结构的尺寸精度直接影响拼接效果,下料时需保证钩爪、插片、凸榫等结构的尺寸公差≤±0.05mm,折弯角度公差≤±0.5°,避免因尺寸偏差导致拼接困难或松动。冲压成型的凸点、凹孔等特征,需保证位置精度≤±0.1mm,确保对齐准确。
装配与拆卸设计:可拆卸互锁结构需预留拆卸空间(如钩爪附近设计缺口,便于用工具撬动),避免拆卸时损坏钣金件;不可拆卸互锁结构需在拼接后通过折弯、压痕等方式固定,确保连接可靠,防止意外脱出。
钣金互锁的加工工艺相对简单,通常与钣金的折弯、冲压工序一体化完成,无需额外加工步骤:
下料:通过激光切割或数控冲压,加工出互锁结构的雏形(如钩爪的轮廓、插槽的形状),确保尺寸精度。
折弯 / 冲压:通过数控折弯机折弯出钩爪、插片、凸榫等结构,或通过冲压模具冲压出凸点、凹孔、压槽等特征,折弯时需控制回弹量(如碳钢预留 1°,不锈钢预留 2°),确保互锁结构的尺寸精度。
后处理:拼接前需去除互锁结构边缘的毛刺,避免划伤配合件或影响拼接;若需防锈,可对互锁结构进行喷漆、喷粉或电镀处理,注意避免涂层过厚,影响配合间隙。
常见应用场景示例:
机箱机柜:机箱侧板与框架采用钩型互锁,搭配定位销,实现快速组装,无外露紧固件,外观整洁,同时便于侧板拆卸维修;
家电外壳:洗衣机、冰箱的外壳拼接采用折边互锁,180° 内卷边配合凸点 - 凹孔咬合,提升密封性和外观质感;
汽车内饰:汽车门板、仪表盘的钣金支架采用插片式互锁,装配效率高,同时减少螺栓使用,降低重量;
设备护罩:工业设备的防护护罩采用榫卯式互锁,连接强度高,可承受一定的冲击载荷,保护内部零件。
总之,钣金互锁是一种高效、低成本的连接方式,核心是通过巧妙的结构设计,利用钣金自身的特性实现稳固拼接。设计时需根据应用场景、受力情况、材质厚度等因素,选择合适的互锁结构类型,控制好配合间隙和加工精度,既能保证连接强度和可靠性,又能提升装配效率和外观质量。