


 全景工厂
全景工厂






微信客服
微信公众号

抖音视频
2025-12-12 15:22:07
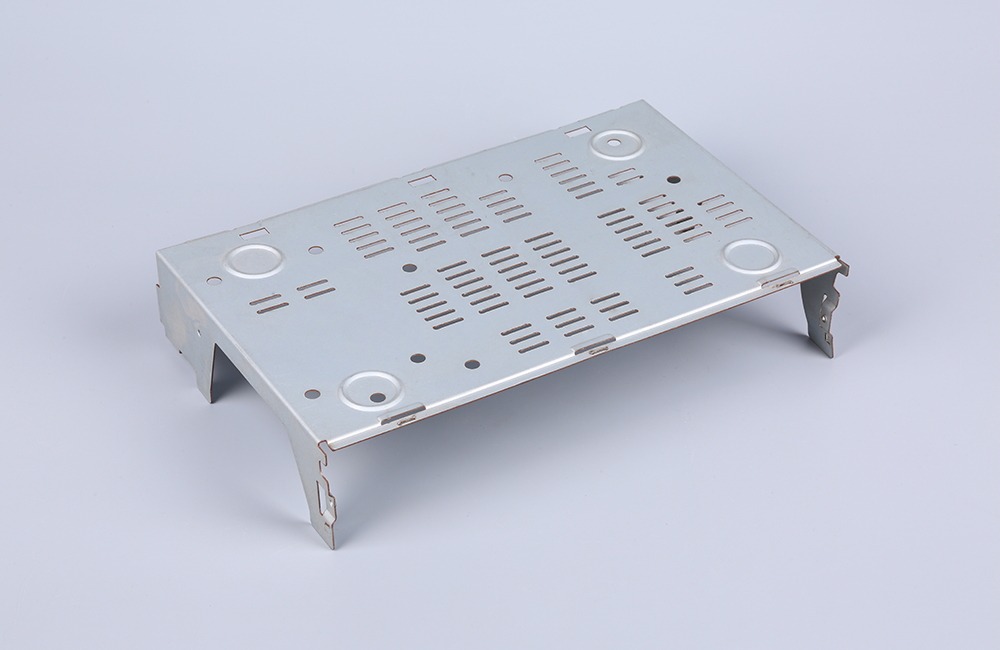
钣金凹坑是通过冲压、模切或折弯工艺在钣金表面加工出的局部凹陷结构,核心作用是实现定位、加强刚性、避让干涉或装饰功能,其形态多为圆形、方形、菱形或定制异形,深度通常为钣金厚度的 1-3 倍(避免材料拉伸过度破裂),广泛应用于机箱机柜、设备面板、汽车内饰、家电配件等场景。
从工艺实现来看,钣金凹坑的加工核心是 “冷态塑性变形”,即通过模具(冲压模)或专用工具在压力作用下,使钣金局部材料发生可控的凹陷变形,无需去除材料,保持钣金整体完整性。加工方式需根据批量、精度要求选择:小批量或样品加工可通过数控冲床搭配专用冲头实现,批量生产则采用定制冲压模(上模为凸模、下模为凹模,间隙控制在钣金厚度的 5%-10%),确保凹坑边缘光滑、无毛刺、无撕裂。对于简单浅凹坑(深度≤1mm),也可通过折弯机配合压模局部压制,但精度和一致性略低于冲压工艺。
钣金凹坑的设计需兼顾工艺可行性与功能需求,关键要点如下:首先是尺寸与厚度匹配,凹坑直径(或边长)需≥3 倍钣金厚度(如 1mm 厚钣金,凹坑直径≥3mm),深度≤2.5 倍钣金厚度,避免深度过大导致材料拉伸破裂,边缘需做圆角过渡(半径≥0.5mm),减少应力集中;其次是布局设计,凹坑间距需≥2 倍凹坑直径,且距离钣金边缘≥3 倍钣金厚度,防止边缘变形或凹陷时材料受力不均;再者是功能适配,定位用凹坑需与配合零件的凸点尺寸匹配(间隙 0.1-0.2mm),加强用凹坑可均匀分布(间距 50-100mm),提升钣金整体抗变形能力,避让用凹坑需根据避让零件的尺寸精准设计,确保不影响装配。
不同功能的钣金凹坑在设计细节上有所侧重:定位凹坑通常为圆形(直径 3-8mm,深度 1-2mm),表面需平整,用于零件装配时的精准定位,避免错位;加强凹坑多为菱形或方形(边长 10-20mm,深度 1-1.5mm),通过改变钣金表面形态提升刚性,尤其适合薄钣金(≤1.5mm)面板,减少振动;避让凹坑则根据被避让零件的形状定制(如螺栓头部、管线轮廓),深度需略大于避让零件的突出高度(预留 0.2-0.5mm 间隙),避免装配后零件与钣金干涉;装饰凹坑可设计为多样造型(如圆形阵列、logo 轮廓),深度 0.5-1mm,通过表面纹理提升产品质感。
加工过程中常见的问题及解决方法:凹坑边缘撕裂,多因模具间隙过小、材料硬度偏高或圆角设计不足,需调整模具间隙(按材料厚度的 8%-10% 设置)、对硬材质进行退火处理或增大边缘圆角;凹坑底部不平整、有褶皱,通常是冲压压力不足或模具表面有杂质,需增大压力、清理模具表面并确保模具平行度;凹坑尺寸偏差,多为模具定位不准或钣金下料尺寸误差,需校准模具定位销、提高下料精度。
总之,钣金凹坑是一种低成本、高效的功能型结构设计,通过简单的冷加工工艺即可实现定位、加强、避让等多种功能,设计时需重点关注尺寸与钣金厚度的匹配、边缘圆角和布局间距,加工时控制模具间隙与压力,就能确保凹坑结构的精度和可靠性,适配各类钣金产品的使用需求。