


 全景工厂
全景工厂






微信客服
微信公众号

抖音视频
2026-04-28 15:19:42
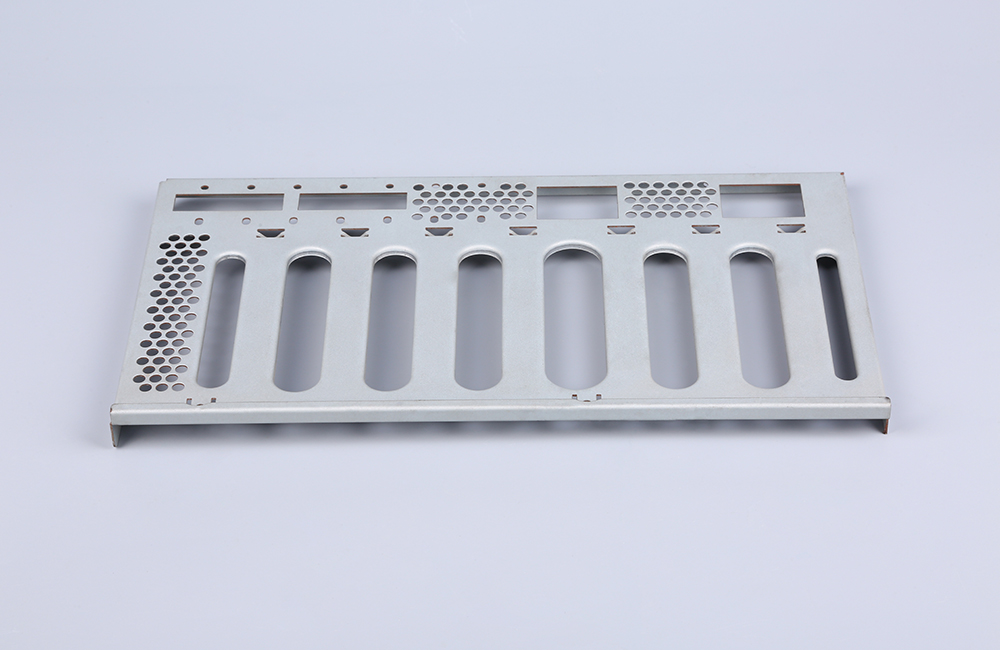
在钣金上设计漂亮的镂空图案,能让产品在众多竞品中脱颖而出。但要让设计不再只是“图纸上很美”,真正难点在于让创意落地时,兼顾结构强度与加工可行性。以下是一份从设计到加工的综合性指南,帮助你避开那些“看着美、做不了”的坑。
要让镂空图案既好看又结实,需要遵循一些基本的设计规范。
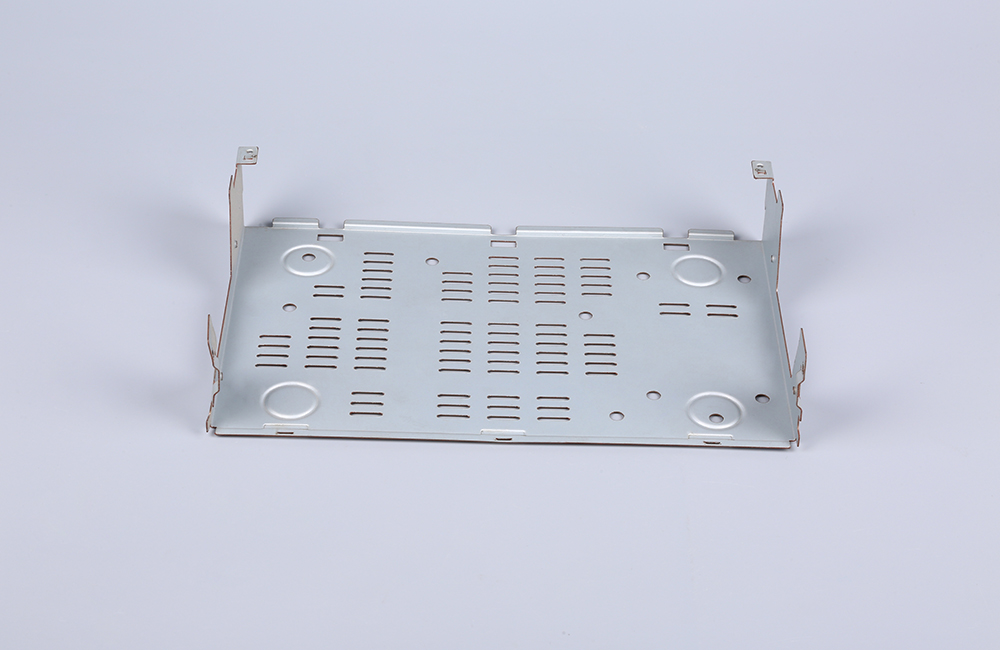
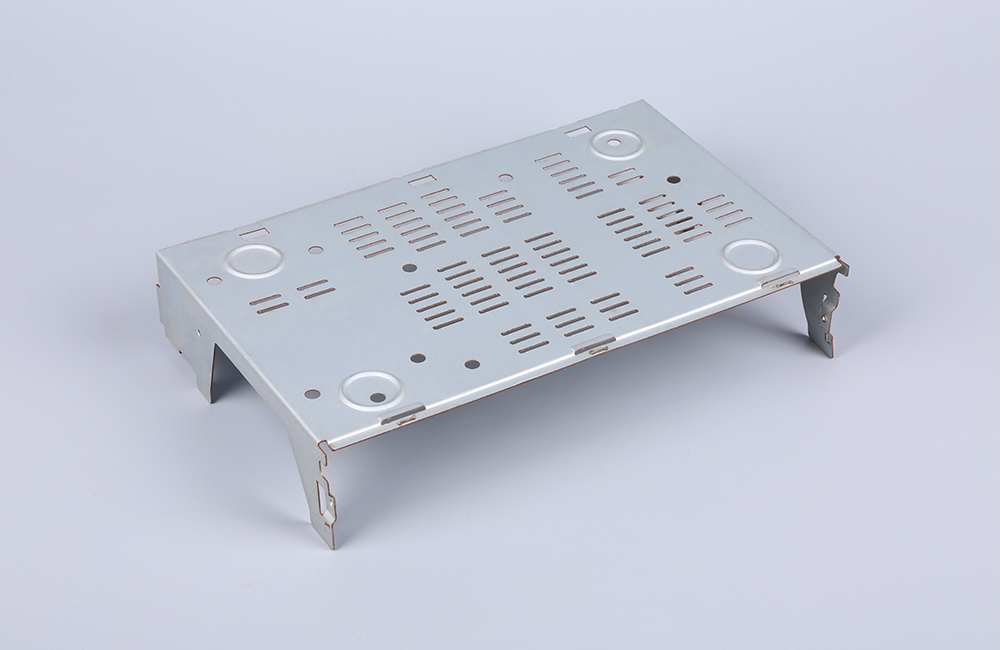
首先是功能性考量。镂空不单是为了好看,往往也兼顾着实用。例如,把镂空图案精心排列在设备外壳上,可以创造出类似窗帘的“光影魔术”效果,让产品更有层次感;在需要散热的区域,密度合适的镂空孔可以兼顾通风与美观;在手持设备的关键受力部位,应避免把所有力都压在一条细长的“脖子”上,将受力区适当分散,结构会稳定得多。如果某个区域因为大量开孔而感觉强度不足,可以在背面增加加强筋来弥补。
其次是避免常见的“设计陷阱”。这些陷阱往往是加工失败或零件提前损坏的根源。
尖角问题是镂空设计中最容易被忽视的隐患。图案内部和外部的所有折角,都务必设计成圆角(R角)。尖锐的内角是应力集中的“火山口”,极易导致零件在使用中因振动或受力而从尖角处开裂。一般建议圆角半径至少为0.5毫米或1倍板厚。
薄壁问题是镂空设计的另一个常见错误。孔的边缘到零件边缘的距离,以及孔与孔之间的最小材料桥接宽度,必须大于等于板厚。对于非平行边缘的情况,最小距离可以放宽到1倍板厚。如果材料桥接太窄,加工时容易变形,使用中也容易断裂。
间距与尺寸问题同样需要关注。相邻孔的中心距不应小于2倍板厚,否则材料在受力时容易集中变形。单个通孔或狭槽的最小尺寸应不小于板厚,过小的细节会导致激光切割时热影响区重叠、板材翘曲,或者数控冲床冲头折断。
此外,应尽量避免设计太细长且宽度不变的镂空条。这种形状在冲压时极易拉断或导致模具损坏。如果确实需要细长开口,可以考虑分段设计或在两端增加圆孔作为应力释放。
你的创意需要依靠合适的工艺来实现。根据图案的复杂程度、生产批量和材料厚度,可以选择以下主流工艺。
激光切割是目前钣金镂空最常用的工艺,尤其适合复杂图形和小批量生产。它采用非接触式加工,用高能激光束熔化或汽化材料,精度可达±0.05到0.1毫米,精密设备甚至可以达到±0.01毫米。激光切割能轻松加工任意复杂轮廓,切口光滑、无毛刺,且适用厚度范围很广,从0.1毫米到20毫米以上都可以。缺点是设备投资较高,对于大批量简单形状的加工,效率不如冲床。
数控冲床则更适合标准化批量生产。它采用接触式加工,利用模具的冲头进行冲裁,精度通常在±0.1到0.3毫米之间,适用厚度一般为0.5到12毫米。数控冲床尤其擅长加工规则形状如圆孔、方孔,并且可以同时完成百叶窗、凸包、压筋等成型特征。缺点是对于不规则的复杂镂空图案需要定制模具,且冲切边缘会有少量毛刺,需要后处理去毛刺。
水刀切割是一种冷切割工艺,利用高压水流混合金刚砂等磨料来切割材料,几乎不产生热影响区,适合对热敏感的金属如钛合金、铜合金,或极厚板材。精度在±0.2到0.5毫米左右,但切割速度较慢,且加工后表面可能残留水痕,需要清洗。
等离子切割主要用于中厚板的高速切割,加工原理是利用高温电离气体熔化金属,速度很快、成本较低,但精度相对较低(±0.2到0.5毫米),切割面有斜度和少量挂渣,热影响区较大,适合对精度要求不高的厚板镂空。
材料的选择直接影响镂空的加工质量和最终效果。
冷轧钢板性能均衡,加工稳定性好,镂空效果清晰,是应用最广泛的钣金材料,适合大多数工业产品的镂空设计。
不锈钢具有高级的金属质感,但材料较“粘”,加工时容易变形。设计不锈钢镂空图案时,务必确保镂空区域到折弯边的距离不小于2倍板厚,否则折弯时容易导致孔边缘撕裂或变形。
铝合金质地柔软、塑性好,非常适合精细的镂空图案,加工后表面光滑,不容易产生毛刺。5052等牌号是钣金镂空的理想选择。
需要注意的是,并非所有材料都适合钣金镂空加工。例如,高碳钢(碳含量大于0.8%)折弯极易开裂,不适合做复杂镂空;镁合金在激光切割时有自燃风险,需要特殊保护措施;纯铜板因其高反光性会严重损害激光切割设备,通常不建议用激光加工。
一张清晰的图纸可以避免大部分沟通障碍。在标注镂空图案时,应包含以下信息。
明确板厚。标注如“t=1.5mm”,这是所有设计的基准。
标注关键尺寸。包括零件外形尺寸、镂空区域的位置、孔中心距等。所有内角必须标注倒圆角半径,例如“R≥1mm”。
给出工艺要求。注明是否需要去毛刺、沉孔、拉丝或喷漆等表面处理。对于有方向性的纹理(如拉丝),应标注方向。
明确公差。常规精度可参考±0.1毫米,复杂镂空件的精度可放宽到±0.15毫米。如果不标注,加工方会按默认的ISO 2768-m中等精度执行。
设计师的想象力和加工厂的工艺能力之间有时存在落差。你精心设计的精美镂空图案,可能会因为最小孔径、孔边距等工艺限制,在车间里成为“无法实现的天方夜谭”。因此,在图纸完成之后、正式下单之前,最好主动与加工方沟通,确认以下事项:
激光切割的最小孔径和最小槽宽是多少(通常与板厚相关);
数控冲床是否有现成的模具可以匹配你的孔型;
材料边缘是否有特殊处理需求(如倒角、去毛刺);
批量大小是否适合采用某种工艺。
有时候,适当修改设计(如将尖角改为圆角、加大孔间距)或换一种材料(如用冷轧板代替高碳钢),反而能用更低的成本实现相同的功能和美学效果。主动与生产方沟通,是让创意顺利落地的起点。
在动手画图之前,不妨花点时间看看SolidWorks、UG/NX等三维软件自带的“设计库”。里面通常有大量成熟的、经过验证的钣金冲压特征,如百叶窗、散热孔、桥型凸包等。这些特征不仅二维轮廓是标准化的,连成形模具的尺寸都是配套的。直接调用这些专业库,能帮你避开绝大多数设计加工的“隐形坑”,节省大量试错时间。
设计钣金镂空图案,成功的基础在于遵循设计规范(圆角、壁厚、间距),根据图案复杂度和生产数量选择合适的加工工艺(激光切割适合复杂小批量,数控冲床适合规则大批量),并选用正确的材料(冷轧板最通用,不锈钢需注意变形,铝合金适合精细图案)。希望这份从设计到加工的全流程指南,能帮助你把脑海中的创意,变成眼前触手可及的实物。