


 全景工厂
全景工厂






微信客服
微信公众号

抖音视频
2026-05-08 15:34:21
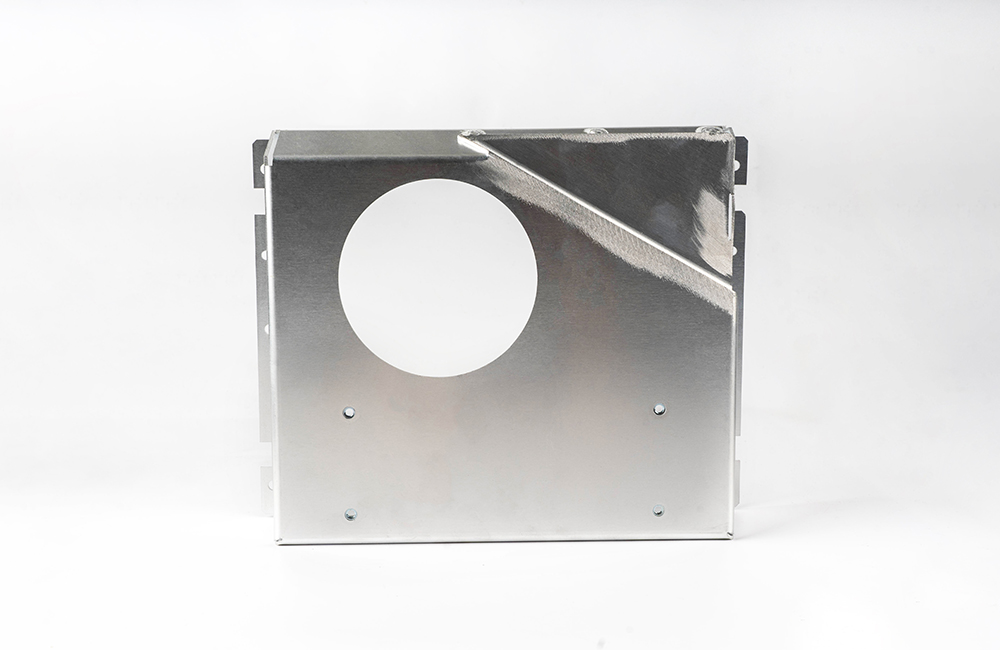
不锈钢钣金加工之所以对工艺有特殊要求,根本原因在于不锈钢本身的独特性质:强度高、韧性好、冷作硬化效应显著,且对表面划痕特别敏感。简单来说,加工不锈钢就像在用一张很硬且有“记忆”的纸来折纸盒,它很难弯,而且一松手就会往回弹;同时,这张纸还得保持光洁如镜,一点划痕都不能有。
这要求我们从材料选择、加工参数到表面防护都必须采取专门对策。下面是其关键流程和要点:
针对汽车内饰这类应用,如果追求极致的外观和光泽,选择板材时就需要考虑那些更适合镜面或拉丝处理的型号,比如带有HL或Mirror表面处理的304板材。
304不锈钢:综合性能均衡,耐腐蚀和加工性都很好,是应用最广泛、最通用的选择。
316不锈钢:因添加了钼元素,耐腐蚀性(尤其耐酸碱、耐海水)比304更优,适用于化工、医疗等特殊严苛环境。
430不锈钢:价格相对较低,加工性不错且回弹小,但耐腐蚀性弱于304,无高要求时可作为经济的室内结构件。
201不锈钢:成本最低,但耐腐蚀性和加工性都较差,容易生锈或开裂,仅适用于低成本的室内非关键部件。
一个清晰的工艺流程是保证质量的基础,其核心步骤通常如下:
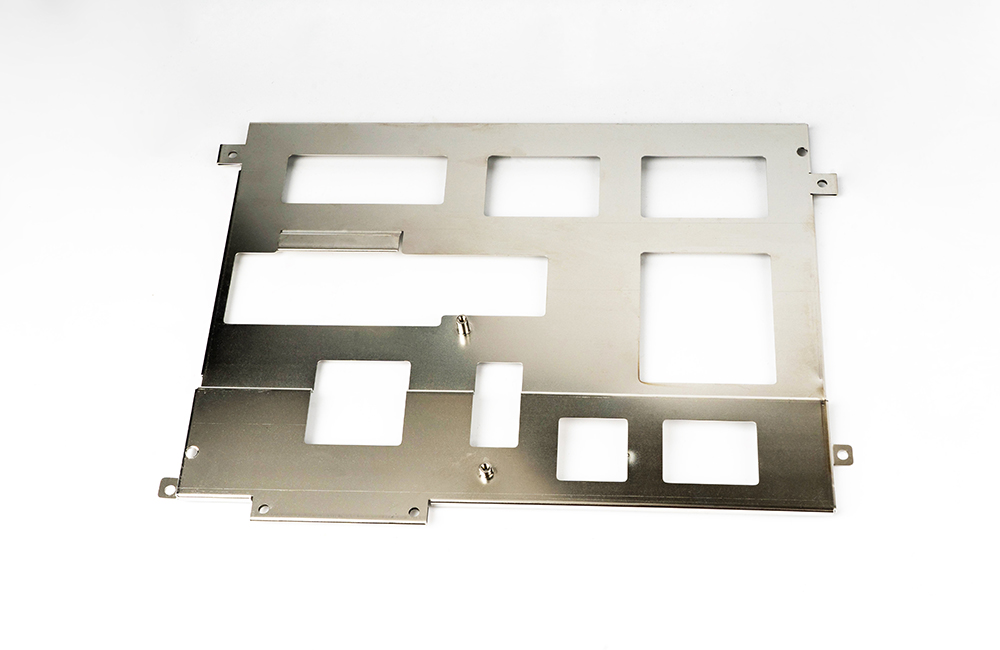
下料:优先选择激光切割,它精度高(可达±0.03~±0.08mm),切割面光滑,能最大程度减小热影响区。激光切割后用氮气作为辅助气体,可以获得无氧化层的洁净断面。切割后务必去除毛刺,防止后续开裂。
校平:这一步常被忽略,但至关重要。切割后的板材可能存在残余应力,校平能有效消除这些应力,为后续的精密折弯做好准备。
折弯:这是不锈钢钣金加工中最核心、也最具挑战的环节,尤其是不锈钢折弯半径通常需≥2倍板厚,这一点务必注意。难点集中体现在回弹、开裂和划伤三个方面。回弹:不锈钢屈服强度高,折弯后弹性回复明显(回弹角可达1°-5°),是精度控制的首要难题。需要通过模具角度补偿和延长折弯保压时间来对抗回弹。开裂:加工硬化和过小的折弯半径是主因。设计时应遵循最小折弯半径(如304不宜小于板厚,厚板则需1.5倍以上),尽量让折弯线垂直于材料的轧制方向,并保证边缘光滑无毛刺。划伤:不锈钢表面娇贵,需要全方位保护。例如,在板材表面贴PE保护膜;折弯模具表面镀硬铬;利用三维柔性平台等高精度夹具固定后再焊接。
焊接:需严格控制热输入以减小变形。在汽车行业,焊缝的设计也需要考虑后续的密封和防腐要求,例如,通过优化结构将复杂的搭接改为对接,可以减少填料量,从而控制变形。方法选择:薄板(<3mm)优选氩弧焊(TIG),质量好但速度慢。厚板(>3mm)可选用MIG焊,效率是TIG的3倍。要求极高精度时采用激光焊,变形可控制在0.1mm以内,但成本高昂。质量控制:焊前必须清洁,焊接后需进行酸洗钝化处理(例如用10%-15%的硝酸溶液浸泡)以恢复其耐腐蚀性。
表面处理:根据产品定位选择,对提升产品质感同样重要。例如,汽车内饰面板可选择拉丝处理获得细腻纹理;标志性装饰件可追求镜面效果,营造高端感;而对于一些功能性部件,则可以通过喷砂获得均匀的哑光质感。
检验校正:最终对成品的尺寸精度和外观质量进行全面检查,确保符合标准。
在连续的加工环节中,每一步的质量都直接关系到最终成品。为确保最终成品质量,检验工作不能再仅停留在最终环节,而是应提前介入,贯穿整个流程。
过程控制中的必要抽检:外观与尺寸:检查表面有无划伤、压痕,焊缝是否平整,并使用角度尺、千分尺等测量关键尺寸。盐雾测试:对表面处理后(如钝化后)的样件进行盐雾测试,是验证其耐腐蚀性能是否达标的重要手段。
设计失效模式与影响分析:在产品设计阶段,就系统地分析加工过程中可能出现的缺陷(如开裂、变形),并提前在设计端采取预防措施。
总之,不锈钢钣金加工的成功,核心在于对材料特性进行深入理解,并在工艺的各关键环节施以对性的控制策略。