


 全景工厂
全景工厂






微信客服
微信公众号

抖音视频
2026-05-29 14:08:45
钣金造型是指利用钣金加工工艺(如下料、折弯、冲压、拉伸、焊接等)塑造金属板材的外形与结构,使其在满足功能、强度、装配要求的同时,具备美观、流畅、符合人机工程的视觉形态。钣金造型不仅仅是“外壳设计”,它决定了产品给人的第一印象、操作便利性以及制造成本。优秀的钣金造型往往在工艺可行性和美学表达之间找到平衡。
钣金造型主要通过以下几种工艺手段实现:
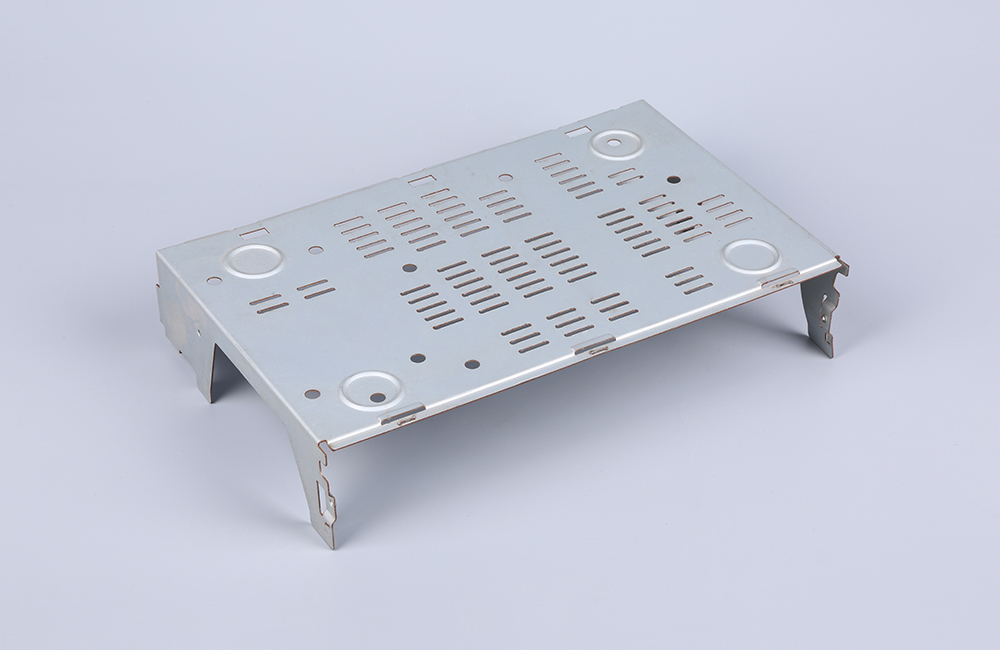
折弯与翻边是最基础的造型语言。通过改变折弯角度、折弯方向、折弯次数,可以创造出丰富的几何形态。例如,多道折弯可以形成阶梯状层次,Z形折弯用于避让内部元件,翻边则能增加边缘强度并提供装配接口。折弯的直线感赋予钣金件硬朗、简约的工业风格。
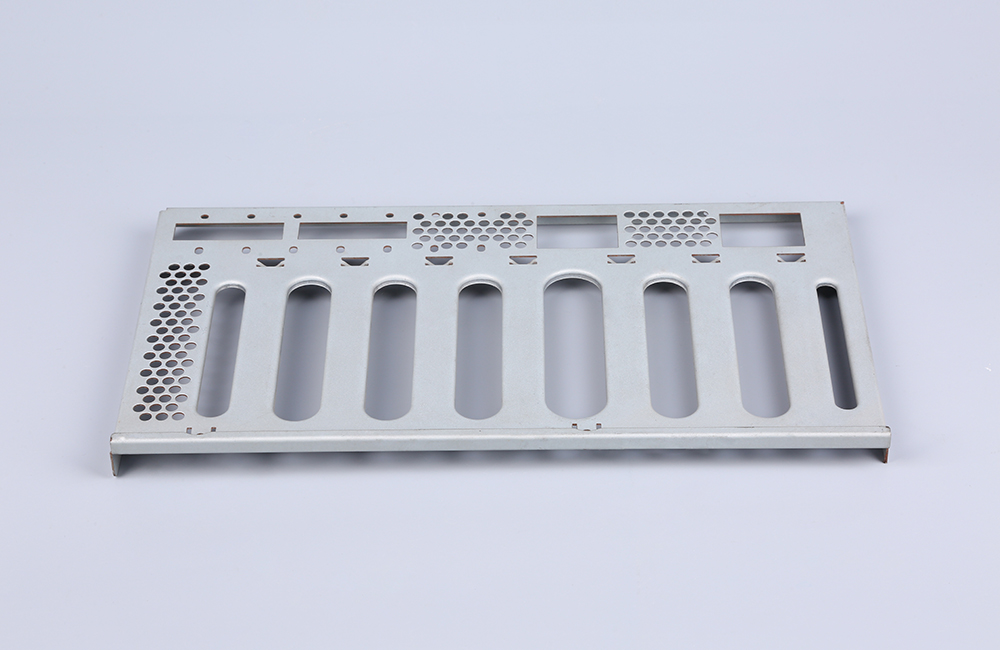
冲压成形用于在平板上制造局部凸起或凹陷。常见的包括:加强筋(长条形凸起,既增加刚度又产生装饰线条)、凸包(点状或圆形凸起,用于定位或增加强度)、百叶窗(冲压成形的散热孔,同时防尘防水)、压花(细微的纹理或图案,提升手感和视觉效果)。这些特征可以通过模具一次冲压完成,成本低且效果好。
镂空与切割利用激光切割或数控冲床在板材上切出孔、槽、图案。规则的圆孔阵列用于散热,异形孔可用于品牌标识、把手或装饰。通过排列不同大小、间距的孔,可以形成渐变光影效果,这是钣金造型中常用的装饰手法。
拉伸成形用于制造较深的盒状或曲面结构,例如汽车翼子板、水槽、电机外壳。拉伸成形需要专用模具,成本较高,但可以创造出平滑的三维曲面,使钣金件摆脱“死板”的棱角感。
焊接组合将多个简单钣金件拼焊成复杂造型。比如,将平板、折弯件、冲压件焊在一起,形成多面体或带圆弧过渡的外壳。打磨焊缝后可获得连续、光顺的表面。
工艺可行性优先
钣金与注塑不同,不能随意设计复杂的自由曲面。钣金造型应以平面、圆柱面、圆锥面等可展开曲面为主。如果必须使用不可展开曲面(如球面),则需要通过冲压拉伸或分件焊接实现,成本会大幅上升。
充分利用折弯的几何特征
折弯线本身就是装饰线。通过控制折弯角度、折弯半径、折弯边的宽窄比例,可以创造出明快、硬朗的棱角。多个平行折弯可以产生韵律感,而不同方向的折弯则能形成立体分块。
加强筋既实用又美观
加强筋不仅能提高平面刚度,还能作为造型元素。例如,在机箱顶盖上设计几条平行的浅筋,既防止按压变形,又打破了平面的单调。筋的截面形状(梯形、半圆形、矩形)和排列方式(平行、交叉、放射状)都可以成为设计语言。
圆角与倒角处理
尖锐的直角虽然加工简单,但容易伤人且显得粗糙。在内角和外角处设计适当的圆角(R角),可以柔和视觉效果,同时避免应力集中。外观面上的圆角通常R3~R10,既能体现精致感又不会显著增加成本。
避免复杂曲面堆砌
如果产品需要类似流线型或有机形态,应优先考虑是否可以用多个小平面组合(类似于钻石切割面)来模拟曲面。如果需要真正的曲面,则评估是否适合采用冲压拉伸或转移至注塑工艺。
考虑材料厚度和表面质感
薄板(≤1.5mm)造型宜简洁,避免大面积无支撑平面,否则易变形。厚板(≥3mm)可以承载更锐利的棱角和更深的拉伸。材料本身的光泽(如不锈钢镜面、拉丝铝、喷涂板)也是造型的一部分,设计时应与表面处理统一考虑。
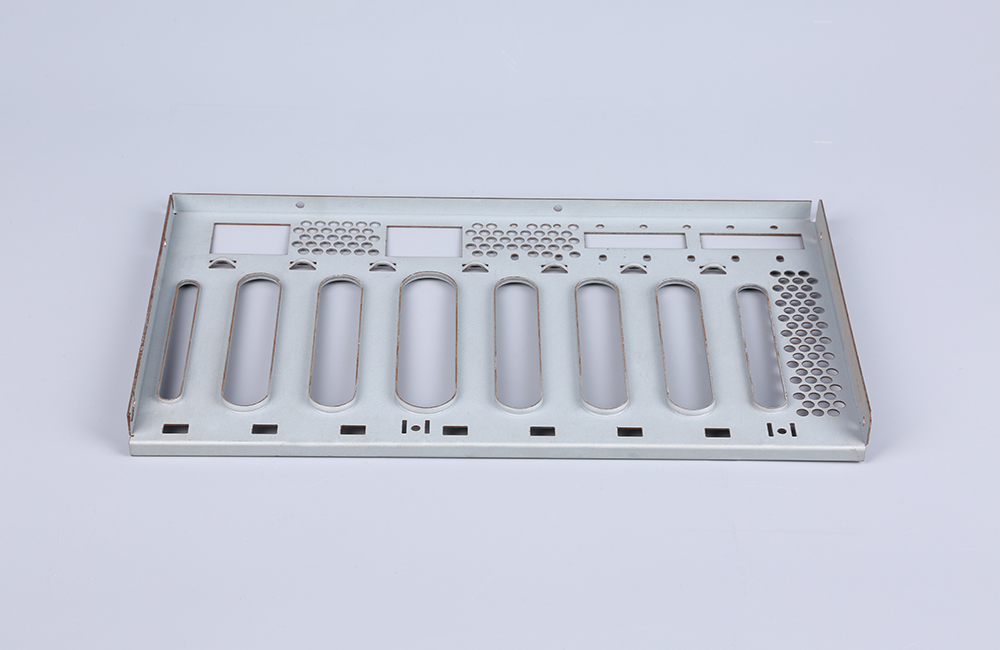
散热孔阵列:圆孔、六角孔、长圆孔按规律排列,可以形成富有科技感的纹理。通过调整孔径、间距、行距,可以创造出虚实变化、渐变甚至图案。
品牌标识的融入:利用激光切割或冲压在外壳上直接切出品牌LOGO,或通过冲压凸包形成立体标识。也可以在外观面留出平整区域用于丝印或粘贴铭牌。
分型线与拼接缝:由于钣金件尺寸受限于机床和模具,大型机柜往往由多个钣金件拼装而成。这些拼接缝可以设计成装饰线,例如采用45°斜接缝代替直缝,或让缝隙与折弯方向一致。
把手与操作界面:通过冲压翻边形成内凹式把手,既美观又节省空间。面板上的按键孔、显示屏窗、指示灯孔应做倒圆角或翻边,增加精致感。
颜色与表面处理:喷涂(粉末喷涂、喷漆)可以赋予钣金件任意色彩和光泽度(哑光、半光、高光)。拉丝和喷砂则保留金属质感。通过分色喷涂(例如前面板一种颜色,侧板另一种颜色)可以强化造型层次。
散热功能的造型:散热孔应布置在发热元件上方或气流通道上,同时考虑防尘、防水。百叶窗造型可兼顾通风和遮挡视线。
结构加强的造型:加强筋应沿受力方向或容易变形的区域布置,且与整体造型风格协调。
装配导向的造型:利用翻边、凸包作为定位特征,既方便装配又无需额外零件。
安全防护的造型:外露的边缘必须折弯或翻边,避免锋利割手;高处或突出部分应圆滑过渡。
最小折弯半径限制:造型中如果追求尖锐折角,需要较小的折弯半径,但这可能导致材料开裂。设计时应参考材料的最小折弯半径表,碳钢通常可取0.5~1倍板厚,不锈钢取1~1.5倍板厚。
折弯高度限制:折弯边太短(例如小于5mm)无法稳定折弯,造型时应确保所有折弯边满足最小高度要求。
展开与回弹:复杂折弯造型会导致回弹偏差,影响最终角度。设计时应在图纸上明确标注角度公差,并预留试模调整空间。
焊接变形:焊接组合的造型必须在焊后增加校平工序,否则会出现翘曲。设计时避免长焊缝连续焊,采用点焊或断续焊。
成本控制:每增加一种冲压凸包或特殊折弯,都可能增加模具费用。造型设计应在满足审美前提下,尽量减少特殊模具的使用,优先采用激光切割+折弯的组合。
工业机柜面板:常见造型包括两侧折弯形成U形壳体,前面板四周翻边,中央区域冲压出显示器窗口和按键孔,上部排列散热百叶窗,底部冲压出进风槽。为了美观,前面板可采用拉丝不锈钢,侧板喷涂深灰色,并在转角处做R5圆角。
汽车仪表板横梁:虽然被内饰覆盖,但造型需要预留多处安装凸台、线束卡槽、转向管柱支架。这些凸包和翻边既要保证定位精度,又要避免与仪表板内饰干涉。
家用电器外壳:如空气净化器外壳,通常由前后两块大型拉伸件焊接而成,表面有细密的散热孔阵列,边缘翻边增加强度,底部冲压出脚垫安装凸包。造型上常采用大圆角过渡,消除尖锐棱角,配合白、灰等柔和色调。
钣金造型是一门在金属薄板上“做文章”的设计艺术。它需要设计师充分理解折弯、冲压、焊接等工艺的边界,同时运用加强筋、翻边、镂空、色彩、表面质感等手法来塑造产品的性格。好的钣金造型,既能让产品在功能上坚固可靠,又能在视觉上简洁有力,体现工业制造的秩序感与精密感。