


 全景工厂
全景工厂






微信客服
微信公众号

抖音视频
2026-06-03 14:39:44
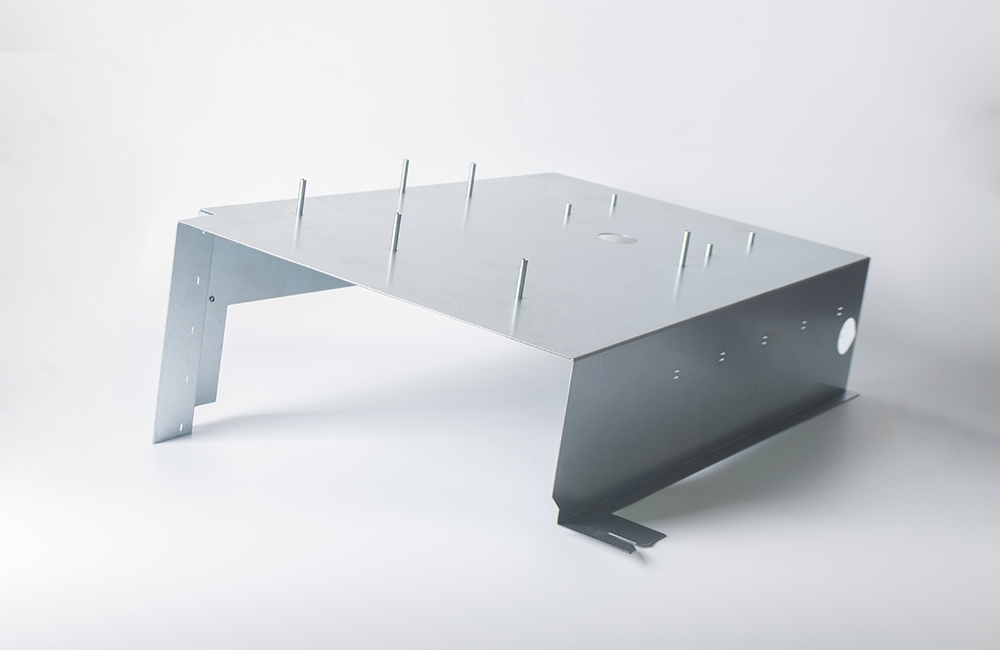
钣金加固板是指附加在钣金零件上,用于提高局部刚度、防止变形或增强连接强度的辅助钣金件。由于钣金件通常壁厚较薄(0.5mm~6mm),在大面积平面、开口边缘、受力集中点或悬臂结构处,容易出现下凹、翘曲或振动等问题。这时通过增加加固板,可以以较小的重量代价获得显著的刚性提升。
提高局部刚度:在大面积平板上添加加固板,可以显著减少按压变形或振动。例如,机箱侧板内部焊接一条L形或U形加固板,手按压时就不会凹陷。
分散应力:在受力集中点(如吊耳、支撑脚、螺纹连接处)增加加固板,将局部载荷分散到更大区域,防止钣金撕裂或疲劳断裂。
防止焊接变形:在长焊缝或薄板焊接前,先点焊加固板形成刚性骨架,可以有效抑制焊接热变形。
提供安装基准:当钣金件壁厚太薄无法直接攻丝时,可焊接带螺母的加固板,提供可靠的螺纹连接。
角撑板(三角筋):呈三角形,焊接在折弯角或悬臂根部。利用三角形的稳定性抵抗侧向力,是最常用、最简单的加固形式。尺寸通常为20mm×20mm至50mm×50mm,厚度与母材相同或略厚。
条形加强筋:长条形,可冲压成型(凸起筋)或焊接矩形/方形钢条。用于长边、开口边缘或大面积平面。冲压筋成本低、外观好;焊接钢条强度更高,适合重载。
L形/U形加固板:通过折弯形成L形或U形截面,具有很高的抗弯刚度。常用于机箱、柜体的侧板和背板,焊接在平面内侧,像“龙骨”一样支撑大面积区域。
垫板(背板):在需要攻丝或安装螺钉的部位,焊一块较厚的板(厚度3~8mm),然后攻螺纹。这样薄板也能获得足够长的螺纹啮合,避免滑丝。
法兰边(翻边):虽然不是独立的加固板,但沿钣金边缘折弯90°形成的翻边,本身就是一种有效的加固形式,能大幅提高边缘刚度。

焊接:最常用的连接方式。点焊适用于薄板(总厚度≤6mm),速度快、变形小;角焊适用于角撑板或条形筋,焊缝长度一般20~50mm;塞焊用于封闭截面或无法从背面焊接的场合,在加固板上开孔,通过孔焊接到母材。焊接后需打磨平整。
铆接:当两种材料不同(如铝板加固不锈钢母材)或不允许焊接时,使用拉铆或压铆连接。铆接无热变形,但强度低于焊接,且铆钉头外露。
螺钉连接:可拆卸的加固方式,适用于需要调整或更换的加固板。在母材和加固板上分别冲孔或攻丝,用螺钉固定。
材料匹配:加固板材料应与母材相同或相容,避免异种金属接触产生电化学腐蚀。例如,不锈钢加固板焊接在碳钢母材上,焊后需要做防锈处理,否则焊缝处容易生锈。
厚度选择:加固板的厚度一般与母材相同或稍厚(1~2倍)。太薄起不到加固作用,太厚增加重量且焊接困难。
避免应力集中:加固板的端部应设计成圆形或斜切,避免直角尖角导致母材在受力时从此处开裂。角撑板的直角边也应倒圆(R≥5mm)。
避让折弯线:加固板应避开母材的折弯线,否则折弯时会干涉或导致加固板变形。如果必须跨过折弯线,应先将母材折弯成形,再焊接加固板。
焊接顺序:先折弯成形,后焊接加固板。如果先焊后折,焊缝可能在折弯时开裂。
减重与美观:在满足强度前提下,加固板上可开减重孔(圆孔或长圆孔)。对于外观件,加固板应布置在非外观面(内侧),或采用冲压成型筋代替焊接板。
机箱机柜:侧板内侧焊接L形或U形加固板,防止大面积钢板按压变形;背板焊接角撑板,增加抗扭曲能力。
设备底座:在底板下方焊接条形加固板或方钢管,提高承载能力,防止底板下凹。
汽车钣金:车门内板焊接防撞梁(高强度的条形加固板);发动机盖内侧冲压加强筋(成型筋);座椅支架焊接角撑板。
配电箱:箱门内侧焊接或粘贴加固板,防止开关门振动导致门板颤动;安装板背面焊接垫板,用于固定元器件。
薄板攻丝部位:在厚度1.5mm以下的钣金上需要M6以上螺纹时,焊接带螺母的加固板或单独焊一块厚板后攻丝。
焊接变形:加固板焊接时热量输入会导致母材翘曲。对策是采用分段点焊(每段20~30mm,间隔50~100mm),对称施焊,焊后校平。
焊缝开裂:受力时焊缝从端部开裂。对策是将加固板端部倒圆或斜切,避免尖角;增大焊脚尺寸;在受力较大处采用双面焊。
干涉装配:加固板位置与内部元器件或安装孔干涉。对策是设计阶段进行三维装配模拟,确保加固板避开线槽、风扇、插座等。
重量超标:加固板过厚或过多。对策是在满足刚度前提下,采用冲压成型筋代替焊接板,或在加固板上开减重孔。
钣金加固板是一种以“小材料”换“大刚度”的巧妙设计手段。通过合理布置角撑板、条形筋、L形/U形加固板或垫板,可以显著提升钣金件的局部和整体刚性,弥补薄板刚度不足的缺陷。设计时应根据受力方向、空间限制、外观要求和连接方式选择合适的类型和布置方案,并注意材料匹配、避让折弯线和焊接变形控制。好的加固板设计,往往比单纯加厚板材更经济、更轻量、更有效。