


 全景工厂
全景工厂






微信客服
微信公众号

抖音视频
2026-06-16 14:26:57
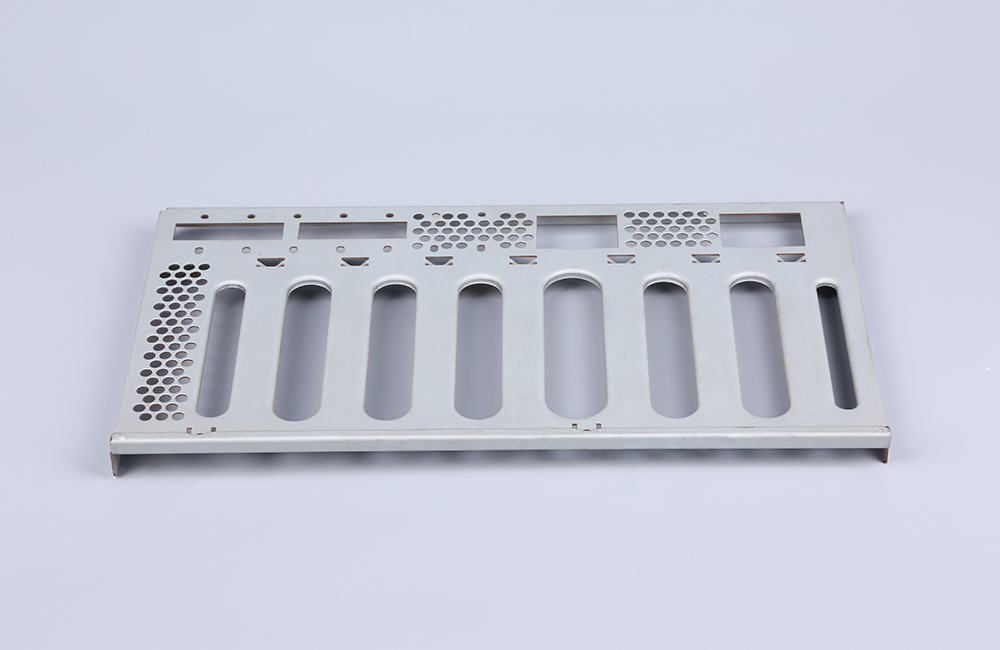
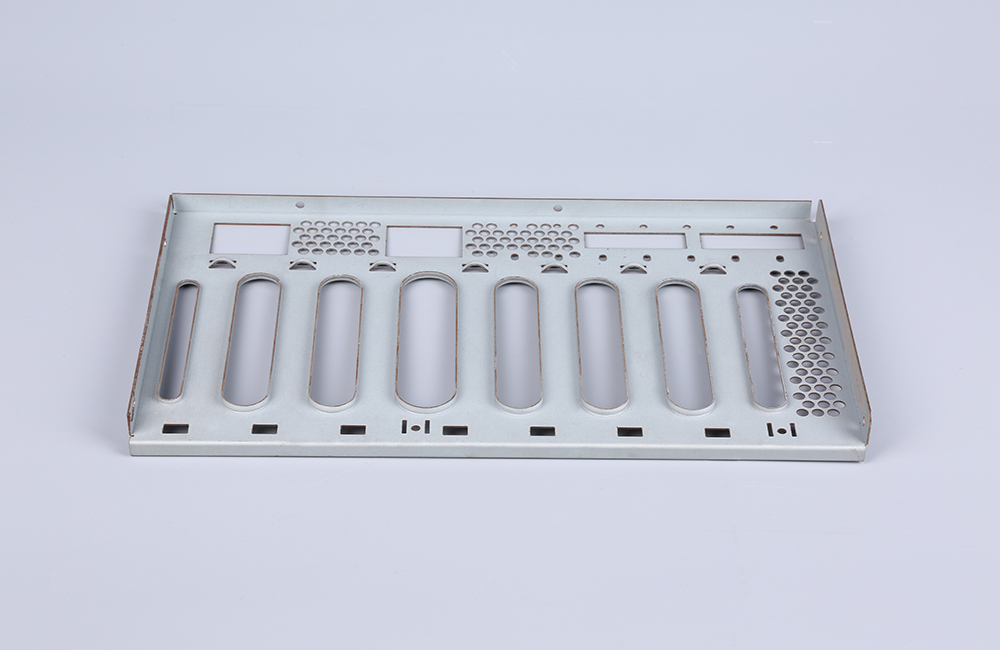
用钣金工艺制作手板模型,是产品开发中验证设计、测试功能和展示效果的重要环节。它能以较低的成本和较快的速度,将设计图纸变成一个真实的金属零件。
它的核心制作流程通常包括:设计 → 下料 → 成形 → 连接 → 后处理这五个关键步骤。
下面我们一步步来看,每个环节具体都做些什么。
1. 设计准备
3D建模:第一步是使用CAD软件(如SolidWorks)建立产品的三维模型。这个模型需要精确到每一个尺寸和结构细节。
可制造性设计(DFM)分析:在设计阶段,就要提前考虑后续的加工工艺,进行可制造性设计(DFM)分析。比如,检查设计是否有难以加工的尖角、过小的孔,或是可能导致变形的结构,并在软件里进行优化,避免后期返工。
2. 材料选择与下料
选材:根据产品的最终用途、强度需求、环境要求和成本预算,选择合适的金属板材。常用的材料包括:冷轧钢板(SPCC/SECC)、不锈钢(SUS304)、铝合金(如6061)以及铜板等。
切割下料:这一步是把金属板切割成零件的大致形状。主流工艺是激光切割,它精度高、速度快,能处理复杂轮廓。对于大批量的标准形状,也可以使用数控冲床。
3. 成形
数控折弯:将切割好的平板,通过数控折弯机按照设计角度折弯,形成立体的形状。这是让零件“立起来”的关键一步,需要精确控制角度。
4. 连接与组装
焊接与组装:如果手板由多个零件组成,就需要通过焊接(如点焊)、拉钉或螺钉等方式将它们连接起来。焊接后需清理焊渣。
5. 后处理
打磨与抛光:去除零件边缘的毛刺、刀痕和焊渣,进行打磨抛光,使表面平整。
表面处理:为了提升外观、耐腐蚀性或耐磨性,会进行最后的表面处理。常见的工艺有:喷漆/烤漆:获得丰富的色彩和质感。电镀:形成金属镀层,达到防锈和装饰效果。阳极氧化:专用于铝合金,可生成坚硬的氧化膜并染色。拉丝/喷砂:获得特定的纹理或哑光质感。
质量检验:最后,使用三坐标测量仪(CMM) 等设备进行全尺寸检测,并进行功能测试,确保手板符合设计要求。
根据你的具体需求(数量、精度、预算),可以选择不同的工艺路径:
CNC数控加工:适合小批量(1-5件)、高精度或复杂曲面的零件。它精度高(可达±0.1mm),材料选择灵活,适合功能性验证。
简易模具冲压:适合中批量(5-20件),需要仿真量产冲压工艺的零件。它能模拟量产效果,用于验证成形性、回弹等问题,周期短、成本相对较低。
3D打印:适合紧急验证外观或结构,对精度要求不高的场景。它的优点是速度快,能制造非常复杂的形状,但材料选择有限,强度和精度不如金属加工。
在设计钣金手板时,留意以下几点可以避免很多后期麻烦:
优先选用标准厚度:尽量使用1.0mm、1.5mm、2.0mm这类市面上最通用、采购最容易的钣金厚度。
避免尖锐内角:在所有的内部转角处,都要设计圆角(R角),建议至少R0.5mm,以防止应力集中导致开裂。
镂空设计有讲究:最小尺寸:镂空的孔或槽,其最小尺寸不应小于板材的厚度,否则加工时容易断刀或变形。安全边距:镂空边缘到折弯边的距离,建议不小于2倍板厚,以防折弯时拉裂;到板材边缘的距离,建议不小于1.5倍板厚,防止崩边。
注意壁厚与应力:尽量保持零件各处壁厚均匀,避免突变。大面积的平板容易变形,可以考虑增加加强筋来提高刚性。
明确标注图纸:在给加工厂的图纸上,务必清晰标注出所有关键尺寸、公差、折弯方向、表面处理要求,以及镂空区域是否需要去毛刺和倒角。
总的来说,钣金手板制作是一个将设计转化为实物的系统工程。理解了这套流程和其中的关键点,能让你在跟工厂沟通时更顺畅,也能更好地控制手板的质量和成本。